 登錄
登錄  注冊
注冊 短信碼登錄
密碼登錄
獲取短信驗證碼
獲取短信驗證碼

2024-01-24
3MK13系列軸承磨床的砂輪架主軸要求高轉速、高精度、重載且單向恒速,多采用軸瓦式動壓軸承。砂輪主軸磨削過程中,時有發生主軸卡死的現象,俗稱抱軸,如果沒有及時發現并采取措施,將會給設備和生產造成較大損失。
徑向抱軸,軸瓦與砂輪軸發生干摩擦,徑向抱軸常見的是軸瓦與砂輪軸之間發生干摩擦,占總抱軸率的百分之六十以上。主要原因是鐵屑、砂粒等雜質侵入軸瓦與砂輪軸之間,使軸瓦和砂輪軸產生環狀劃傷、拉毛,破壞了承載油膜,從而導致抱軸。
采取措施:裝配前去除每個零件的尖角毛刺,并仔細清理、清洗,砂輪架腔內要進行徹底清洗。維修過程中要注意清潔。添加潤滑油要經過精過濾,過濾精度不小于0.5μm,潤滑油定期更換等。
砂輪主軸結構及原理,3MK136內圈滾道磨床的砂輪軸結構,其動壓軸承采用三片軸瓦式結構,軸瓦由球頭螺釘支承,軸瓦與砂輪軸調整一定間隙后,鎖緊球頭螺母。將兩止推墊調整至相對固定的位置,鎖緊軸向螺母使砂輪軸軸向定位。安裝前、后凸緣套,將潤滑油導入油腔,安裝前、后凸緣徑向密封。
動壓主軸的基本工作原理為:每塊軸瓦的支承球面中心在圓周方向上距中心線有一偏心距,當砂輪軸旋轉時,在油液作用下,三片軸瓦各自繞球頭螺釘的球面擺動至平衡位置,從而形成三個楔形縫隙,把潤滑油從大口帶向小口,產生壓力油楔,在軸瓦與砂輪軸之間形成油膜,使砂輪軸浮在三片軸瓦中間。抱軸原因及應對措施砂輪軸抱軸產生的原因有多種,根據抱軸產生的部位,分為徑向和軸向兩種。
砂輪軸與兩端凸緣摩擦,少數情況下會出現砂輪軸與兩端凸緣內孔干涉,嚴重時會研傷主軸,甚至抱軸。這是因為凸緣內孔與主軸的間隙不等,局部過小時,在砂輪軸皮帶張緊力作用下產生干涉。
采取措施:在安裝前、后凸緣時,先用0.02mm的塞尺檢驗,保證凸緣內孔與砂輪軸保持較小而相等的間隙,適當張緊砂輪軸皮帶后,砂輪軸前后兩端產生微量位移,砂輪軸與凸緣內孔仍不得干涉。較為理想的方法是砂輪軸皮帶輪采用卸荷裝置,以消除張緊皮帶輪產生的徑向力,同時也可以阻隔砂輪電動機的振動。
軸瓦與砂輪軸間隙過小,軸瓦與砂輪軸之間一般要求保持0.008~0.025mm的間隙,若間隙過小,可能導致抱軸。砂輪軸、軸瓦整體溫升過高,零件過度膨脹,導致軸瓦與砂輪軸直接抱死。該情況的發生一般是因為潤滑系統上的散熱器出現故障,未能正常散熱,導致潤滑系統溫度過高。可以在主軸潤滑系統安裝溫控檢測裝置,當潤滑系統溫升超過二十度時,溫控裝置進行預警。
機床在工作中由于振動或其他原因使支承軸瓦的球頭螺釘松動,上部軸瓦由于自重下垂,貼在砂輪軸上,使潤滑油無法進入軸瓦與砂輪軸之間,導致抱軸。要嚴格控制軸瓦與砂輪軸的間隙,合適的間隙可以使油膜剛度和砂輪軸回轉精度提高。調整至合適間隙后將球頭螺釘上的鎖緊螺母擰緊。當調整間隙為0.015mm左右,運轉主軸跳動為0.005mm時,可使磨加工工件的表面粗糙度Ra達到0.05μm。
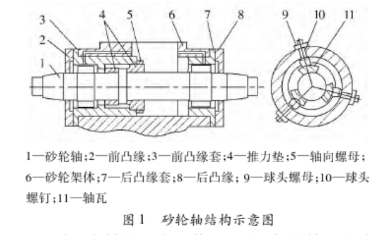
軸向抱軸,軸向抱軸主要由主軸軸肩與前、后止推墊之間干涉引起。由圖1可知,砂輪軸的軸向定位是依靠鎖緊螺母把兩止推墊調整到相對固定的位置,約束主軸的軸肩而定位。在正常狀態下,軸肩與兩止推墊之間保持有一定的間隙,在受熱狀態下仍要求有微量間隙,如果此間隙過小將可能產生軸向抱軸。
零件加工不合格,主軸與前、后凸緣不同軸,兩止推墊與軸肩前后兩面不平行,也將引起主軸在運轉過程中與兩止推墊發生間歇性摩擦,導致抱軸。正常狀態下保持軸肩與兩止推墊之間間隙為0.005~0.01mm,并且軸向鎖緊螺母緊固,運轉過程中不允許有松動。在裝配調整過程中,轉動主軸時不能有偏沉現象,且軸肩與止推墊間的軸向間隙要相等。
通過對動壓主軸抱軸原因的分析,可發現動壓主軸裝配和調整是一項關鍵工作。實現動壓主軸正常工作的必要條件為:(1)清潔裝配;(2)軸瓦與砂輪軸保持一定的間隙,有充足的潤滑油;(3)適當的皮帶張緊力;(4)軸肩與止推墊在受熱狀態下仍保持有微量間隙;(5)前、后軸承應有較高的同軸度。
來源:《軸承》
(版權歸原作者或機構所有)
1